|
Datos del producto:
|
| Condición: | Nuevo | Condición del polvo: | 380V/50HZ o personalizado |
|---|---|---|---|
| Capacidad: | 150-220 kg/h o personalizado | Diámetros de las tuberías: | 20-110 mm o personalizado |
| Materiales adecuados: | LDPE LLDPE DEL HDPE PPR | ||
| Resaltar: | Cadena de producción plástica del tubo de PPR 20m m,Cadena de producción del tubo de PPR 110m m,máquina del extrusor del tubo de 110m m PPR |
||
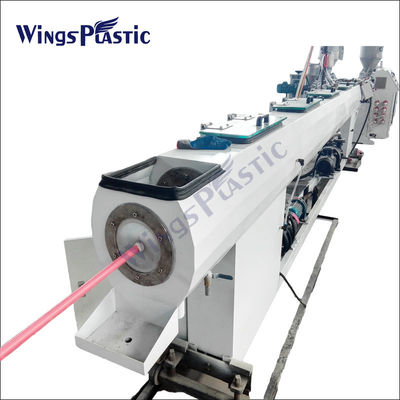
Línea de producción de la máquina de extrusión de tuberías de plástico PPR
Flujo de producción:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
Cómo resolver los problemas encontrados en el proceso de producción de tuberías PPR
1La presencia de quemaduras en la superficie del tubo puede deberse a una temperatura excesiva en el cuerpo o en la nariz; la cabeza de la máquina y el filtro no se limpian a fondo;Impuridades en el material granular; Poca estabilidad térmica de las materias primas o insuficiente dosificación de estabilidad térmica; El instrumento de control de la temperatura funciona mal.
2Las rayas negras en la superficie de la tubería pueden deberse a la alta temperatura de la cabeza y a la falta de limpieza del filtro.
3La falta de brillo en la superficie de la tubería puede deberse a la baja o alta temperatura del moho.
4Las arrugas en la superficie de la tubería pueden deberse a la temperatura desigual alrededor del molde; el agua de enfriamiento es demasiado caliente; la tracción es demasiado lenta.
5. La rugosidad de la pared interna de la tubería puede deberse a la baja temperatura de la barra central; La temperatura del cuerpo es demasiado baja; La temperatura del tornillo es demasiado alta.
6Las grietas en la pared interna de la tubería pueden deberse a impurezas en el material; la temperatura de la barra central es demasiado baja; la temperatura del cuerpo es baja; la velocidad de tracción es demasiado rápida.
7La pared interna de la tubería puede tener irregularidades, lo que puede dar lugar a una temperatura de tornillo demasiado alta; la velocidad del tornillo es demasiado rápida.
8Puede haber burbujas en la pared interna de la tubería, que pueden haberse humedecido.
9. El espesor desigual de la pared del tubo puede dar lugar a que el molde de la boca y el molde del núcleo no estén alineados; temperatura de la cabeza desigual; tracción inestable; el aire comprimido es inestable.
10. La flexión de la tubería puede dar lugar a un espesor desigual de la pared; temperatura desigual alrededor de la cabeza de la máquina; la ranura de enfriamiento de la cabeza de la máquina y el centro de corte de tracción no están alineados;Los agujeros en ambos extremos de la ranura de enfriamiento no son concéntricos.
11El producto puede volverse frágil debido a la insuficiente plastificación del cuerpo; la velocidad del tornillo es demasiado rápida; la temperatura de la cabeza es demasiado baja; la viscosidad de la resina es demasiado alta.
12. La contracción longitudinal o transversal de la tubería puede dar lugar a una gran diferencia radial entre el diámetro de la manga de dimensionamiento y el diámetro interno de la matriz (transversal);La velocidad de tracción es demasiado alta (longitudinal).
13La descarga lenta y repentina puede dar lugar a una temperatura alta en la sección de alimentación del tornillo; entrada de agua en el fuselaje; baja presión del fundido en la cabeza de la máquina.
![]()

Información básica de las máquinas:
| Tamaño del extrusor | Motor principal | Capacidad máxima | Diámetro del tubo |
| 65/33 | 37kw | 150 kg/h | 16-63 mm |
| Las demás: | 45 kW | 180 kg/h | 16-63 mm |
| Las demás: | 55 kW | 200 kg/h | 20 a 110 mm |
![]()
Persona de Contacto: Mr. Wang
Teléfono: +86 15092066953
Fax: 86--532-87252290


 Spanish
Spanish